In the demanding environment of Canadian foodservice, kitchen efficiency is non-negotiable, but neither is safety. Investing in high-quality commercial kitchen equipment in Canada is more than a financial decision; it is a commitment to the well-being of your staff, the integrity of your food product, and the long-term viability of your business.
For operators and dealers alike, vetting equipment based on advanced safety features is the core strategy for mitigating operational risk. Celco, as a trusted food service equipment supplier in Canada, specializes in delivering equipment that meets and exceeds stringent Canadian kitchen compliance equipment standards.
This guide details the top safety features you must prioritize to ensure your kitchen operates without compromise, providing you with the peace of mind that comes from knowing you have the best, safest commercial kitchen equipment in Canada.
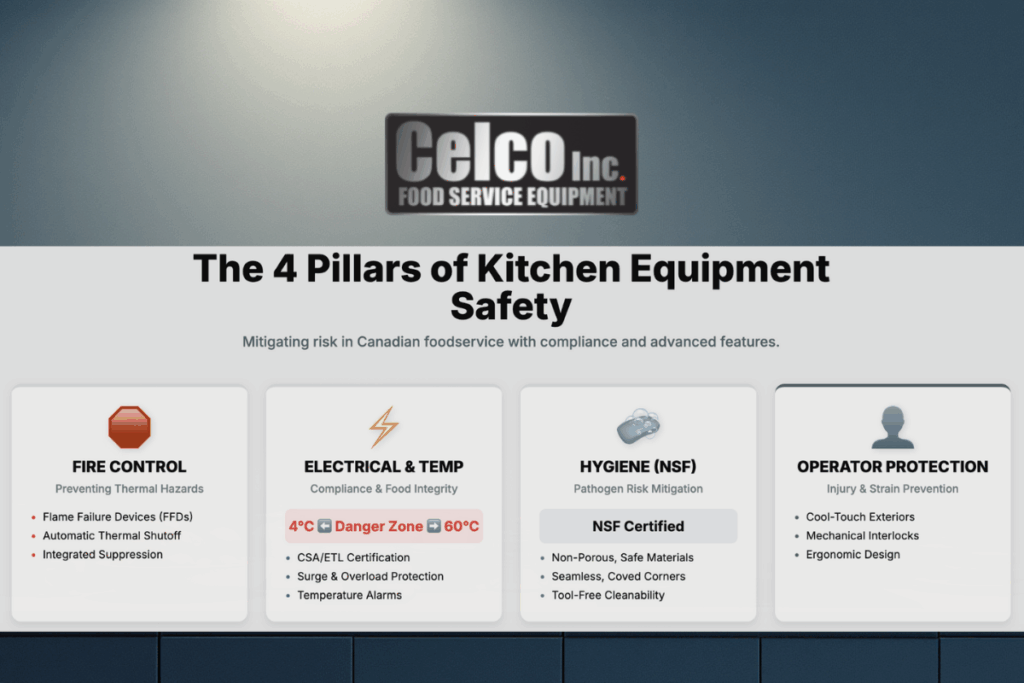
The Four Pillars of Restaurant Equipment Safety in Canada
To manage risk effectively, your safety strategy must be balanced across four critical domains. Modern equipment must address each of these pillars simultaneously.
1. Essential Fire Safety Features
Fire safety in a commercial setting starts with the appliance itself. When selecting new cooking machinery, look for integrated systems designed to prevent and contain thermal hazards, aligning with restaurant equipment fire safety regulations in Canada.
Flame Failure Devices (FFDs)
For gas-powered commercial kitchen equipment in Canada, FFDs are vital. These mechanisms automatically cut off the gas supply to the burner if the flame is extinguished accidentally (due to a draft, boil-over, or malfunction). This prevents the release of dangerous uncombusted gas into the kitchen environment, making it a non-negotiable feature forCanadian commercial ovens and ranges.
Automatic Thermal Shutoff
High-performance ovens and fryers can reach extreme temperatures. Look for equipment with built-in thermal limiters that automatically shut down the heating element if temperatures exceed pre-set, safe operational thresholds. This not only protects the equipment from damage but, crucially, prevents flash fires caused by overheating oil or components.
Integrated Suppression System Compatibility
While external systems (like Ansul) are standard, modern equipment, deep fryers and high-speed ovens are designed with fire zones and heat dissipation systems that optimize the effectiveness of these external suppressants. Ensure your new purchase has clear documentation confirming its compatibility and compliance with national fire codes and placement requirements.
2. Electrical and Overheating Protections
Beyond fire, electrical malfunctions and unstable temperatures pose significant risks, particularly to refrigeration and holding units where food integrity is at stake. Ensuring your equipment features advanced electrical protection is critical for long-term restaurant equipment safety in Canada.
For our full selection, visit the Commercial Refrigeration Equipment page.
Overload and Surge Protection
Commercial power loads are often inconsistent. Equipment should feature internal circuit protection that safeguards sensitive components from voltage spikes or sustained electrical overloads. This reduces the risk of electrical fires and minimizes downtime due to blown fuses or damaged circuit boards.
Stable Temperature Control and Alarms
For freezers and refrigerators, such as Celco’s reliable Celcold line, precise, stable temperature control is the primary safety feature. Modern units must maintain consistent internal temperatures despite ambient kitchen heat.
Food Danger Zone: The Critical Temperature Range
Maintaining the cold chain is paramount to food safety. The “danger zone” is the temperature range where bacteria multiply most rapidly. Reliable equipment is engineered to prevent this zone from ever being breached.
Certified Components and Wiring
Verify that all electrical components and wiring meet strict Canadian Standards Association (CSA) or ETL certifications. Choosing commercial kitchen equipment in Canada with this compliance certification ensures the product has been rigorously tested for electrical safety, crucial for maintaining your insurance and adhering to regional building codes.
3. Hygiene and Food Safety Compliance
The greatest safety risk in a kitchen is often invisible: bacterial contamination. Equipment must be designed to eliminate breeding grounds for pathogens, making foodservice safety standards in Canada the central focus.
NSF International Certification
The NSF mark is the global gold standard for hygiene. Look for the NSF/ANSI 3-A certification, particularly on prep tables, sinks, and food storage units. NSF-certified equipment guarantees that:
- Materials are Safe: All food contact surfaces are non-toxic, non-absorbent, and corrosion-resistant (e.g., specific grades of stainless steel).
- Design is Cleanable: Surfaces are smooth, all corners and crevices are rounded (coved), and the unit can be completely disassembled for deep cleaning without the need for specialized tools.
- Construction is Compliant: The equipment minimizes areas where food debris and bacteria can accumulate.
Seamless and Smooth Construction
High-traffic items, such as work tables and racks, should feature seamless welding and polished surfaces. Gaps, exposed fasteners, and rough edges are notorious harbours for microbes. Commercial kitchen safety standards in Canada require designs that promote quick, comprehensive sanitation.
4. Enhanced Operator Safety and Injury Prevention
Staff injuries are costly, disruptive, and preventable. Modern kitchen safety equipment in Canada is designed with ergonomic features and guards that protect operators from thermal, mechanical, and physical harm.
Cool-Touch Surfaces and Insulation
For rapid-cooking technologies like speed ovens or high-efficiency fryers, external surface temperature control is vital. Look for layered insulation and heat management systems that keep non-cooking surfaces at a safe, cool-to-the-touch temperature, drastically reducing the risk of accidental burn injuries to staff during fast-paced service.
Guards and Interlocks
Any equipment with moving parts, such as commercial mixers, slicers, or food processors, must include robust mechanical guards and interlock switches. An interlock prevents the machine from operating unless all protective doors, bowls, or guards are correctly locked in place.
Ergonomic Design and Visibility
Ergonomic features, like easily accessible controls, non-slip feet, and adjustable-height components, reduce physical strain and the risk of slips or back injuries. Clear, anti-fog glass in holding cabinets and display cases improves product visibility, reducing the need for operators to open doors frequently, thus minimizing temperature loss and accidental contact.
Celco’s Commitment to Compliance and Risk Reduction
As a trusted food service equipment supplier in Canada, Celco rigorously selects its entire catalogue of supported brands to simplify the complex compliance landscape for Canadian operators. Celco’s focus is on equipment that integrates multiple safety layers, ensuring you receive compliant, high-performance equipment that fundamentally reduces risk.
Our supported lines, including the high-speed Celcook ovens and reliable Celcold refrigeration, demonstrate this commitment. These products are designed for durability under high volume while incorporating the latest safety technology, from certified electrical components to smooth, NSF-compliant materials.
Choosing Celco means choosing partners who have already done the diligence to meet or surpass every required commercial kitchen safety standard in Canada.
The True Cost of Failure vs. Investment
Investing in safety is not an expense; it’s risk mitigation. The financial impact of an injury, an inspection failure, or equipment downtime far outweighs the initial investment in compliant, high-quality gear.
When you partner with Celco, you gain a guarantee that your investment is in safety, efficiency, and long-term compliance. This eliminates the guesswork when figuring out how to choose safe restaurant equipment in Canada.
Ready to Invest in Equipment That Puts Safety First?
Contact Celco today to consult with our compliance experts and explore our curated selection of Canadian kitchen compliance equipment designed for high performance and peace of mind.